

Produts
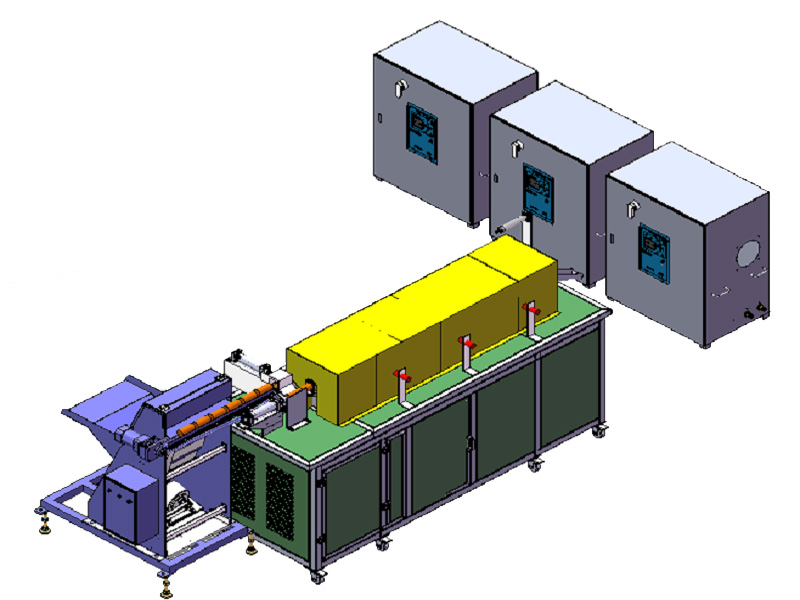


Phosphor Bronze, Tin Bronze Diathermic Furnace
Control Mode:Digital
Host Size:Non-Standard Customization
Delivery Time: 3-20 days after confirming order,detail delivery date should be decided according to production season,order quantity and destination.
Warranty: 12 Months
Online Inquiry
-
-
Equipment introduction
Phosphor Bronze Diathermy Furnace
Features of Tin Bronze Diathermic Furnace:
1)According to process requirements, a variety of bar materials use the same diathermic furnace, so the inner diameter of the diathermic furnace is made according to the maximum outer diameter of the workpiece, and the length is made according to the longest heating length. The heat preservation function is equipped with stainless steel water guide rails in the furnace to reduce friction, ensure smooth material delivery, avoid contact between the workpiece and the furnace wall and loss the furnace, and at the same time prevent the precipitation of elements from being mixed into the workpiece during the heating process, which affects the appearance and drawing quality. This diathermic furnace has three sets of independent induction coils built in, and shielding rings are added between adjacent two ends, without mutual interference, independent control, and three-stage incremental heating.
2)The inductor used in this system is a multi-turn spiral inductor. The coil is wound by a high-quality large cross-section entire rectangular copper tube, and the tube is cooled by water. In order to protect its insulation strength, the coil surface is coated with moisture-proof insulating paint and then solidified into one body. The entire inductor is cylindrical after it is made, and its shock resistance and stability are good.
3)The overall design size of the diathermic furnace:
4)Length: 1700mm to ensure that the heart-to-watch temperature difference is less than or equal to 20°C
Width: 500mm
Height: 500mmProcess flow
The feeding mechanism sends the product to the conveyor belt → the conveyor belt rotates to transfer the product to the waiting area → cylinder 1 pushes the spindle to the feeding area → cylinder 2 pushes the spindle to the inside of the heating coil → automatic induction heating → the cylinder pushes the unheated product The heated product is ejected.
The Overall Design Idea of the Equipment:
This system is for induction heating of spindles and bars, equipped with a complete set of automatic heating equipment, including: induction heating part, electrical control and protection part, mechanical part, temperature control part and cooling part.
The induction heating part mainly includes a full-digital induction heating power supply and a diathermic furnace, which inductively heat the spindle to reach a predetermined temperature; the electrical control and protection part uses PLC and touch screen to realize the control and protection of the entire system; the mechanical part It mainly includes workpiece feeding, ejecting mechanism and mechanical arm. The temperature control part mainly cooperates with the induction heating power supply to control the temperature of the workpiece to ensure the accuracy and consistency of the temperature control. The cooling part is mainly used to cool the power supply and the induction coil in the diathermy furnace to ensure the normal operation of the equipment.
Process: Before heating, the process staff will send process parameters to the system, then use the scanning gun to read the label, call the corresponding process parameters, the workers hoist the bar into the hopper of the feeder, click the start button to start delivery Material heating. The feeding mechanism sends the product to the conveyor belt, the conveyor belt conveys the product to the waiting area, cylinder 1 pushes the product to the feeding area, cylinder 2 pushes the product to the diathermic furnace, the induction heating power supply starts heating, and the infrared probe The temperature of the workpiece is monitored. After three-stage heating, after the temperature reaches the requirements, the next product pushes the product in the diathermy furnace into the guide groove and slides to the designated position of the manipulator. At the same time, the posture becomes vertical and the manipulator grips it. The workpiece is fed into the die of the extruder, and the extruder begins to draw wire.
Description of heating furnace:
1)Automatic Feeding Mechanism
In order to replace manual feeding, the feeding mechanism places a batch of spindles in the material frame, and the feeding mechanism automatically sends the spindles to the conveyor belt
2)Temperature Control Part
The temperature control part mainly adopts infrared thermometer and induction heating power supply with digital program to monitor the temperature of the workpiece. In order to prevent the infrared temperature measuring point from hitting the contact part of the two ingots, causing the measurement temperature to drop, prompting the intermediate frequency power to rise sharply, and the heating ingot temperature is too high or even melted, an oblique hole is opened in the side wall of the heating furnace, and the infrared probe is tilted. When irradiated on the ingot, the light spot will always fall on the surface of the ingot to measure the temperature, and the temperature parameters will be fed back to the induction heating power supply from time to time. The power supply’s own digital program ensures the accuracy of temperature control.
As shown in the figure, the infrared temperature measurement probe is selected, and the infrared temperature measurement data is transmitted in the RS485 digital communication mode, and it is directly connected to the high-frequency heating power supply through the DB9 connector. The connection is simple and the response time is fast.
Partners

Tags:
Induction Heating Shrink Fitting
 Scan and follow!
Scan and follow!